What is the process flow of gear processing?
1. Forging and blanking
Hot die forging is still the most widely used blank forging process for automotive gear parts. In recent years, wedge cross rolling technology has been widely promoted in shaft processing. This technology is particularly suitable for blanking for relatively complex step shafts. It not only has high precision and small subsequent processing allowance, but also has high production efficiency.
2. Normalizing
The purpose of this process is to obtain a hardness suitable for subsequent gear cutting and to prepare the organization for the final heat treatment, so as to effectively reduce heat treatment deformation. The material of the gear steel used is usually 20CrMnTi. The general normalizing is greatly affected by personnel, equipment and environment, making it difficult to control the cooling speed and uniformity of the workpiece, resulting in large hardness dispersion and uneven metallographic structure, which directly affects metal cutting and final heat treatment, making thermal deformation large and irregular, and the quality of parts cannot be controlled. For this reason, the isothermal normalizing process is adopted. Practice has proved that the use of isothermal normalizing effectively changes the disadvantages of general normalizing, and the product quality is stable and reliable.
3. Turning
In order to meet the positioning requirements of high-precision gear processing, all gear blanks are processed using CNC lathes, and mechanical clamping is used without re-grinding the turning tool, so that the aperture, end face and outer diameter processing can be completed simultaneously under one clamping, which not only ensures the verticality requirements of the inner hole and the end face, but also ensures that the size discreteness of large-scale gear blank production is small. This improves the accuracy of the gear blank and ensures the processing quality of subsequent gears. In addition, the high efficiency of CNC lathe processing has greatly reduced the number of equipment and has good economic efficiency.
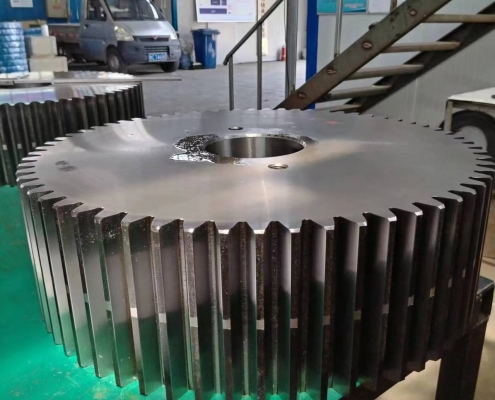
4. Hobbing and gear shaping
The equipment used for processing the gear part still uses a large number of ordinary gear hobbing machines and gear shaping machines. Although they are easy to adjust and maintain, their production efficiency is low. If a large production capacity is to be completed, multiple machines need to be produced simultaneously. With the development of coating technology, it is very convenient to re-coat the hobbing cutter and the slotting cutter after grinding. The coated tool can significantly increase the service life, generally by more than 90%, effectively reducing the number of tool changes and grinding time, and the benefits are significant.

5. Gear shaving Radial gear shaving technology is widely used in mass production of automotive gears due to its high efficiency and easy realization of the requirements for the modification of the designed tooth shape and tooth direction.
6. Heat treatment
Carburizing and quenching are required for automotive gears to ensure their good mechanical properties. For products that are no longer ground after heat treatment, stable and reliable heat treatment equipment is essential.
7. Grinding
It is mainly to finish the inner hole, end face, outer diameter of the shaft and other parts of the heat-treated gear to improve dimensional accuracy and reduce geometric tolerances.

