Excavator slewing bearing solution for broken teeth
The problem of slewing bearing breaking teeth mainly occurs in the internal meshing and hard tooth surface (tooth surface hardness ≥HRC50), such as excavators, rotary drills, crawler cranes, etc. The external meshing and soft tooth surface (tooth surface hardness ≤ HRC30), the phenomenon of broken teeth is rarely seen. According to the research and manufacturing experience of domestic slewing slewing bearing and the incomplete statistics of the foreign brand excavator slewing bearing, the probability of broken teeth of different brands of domestic excavators is different at different times, about 1%~2%, and then The rate of broken teeth in the market slewing bearing is as high as 5% to 6%.
Especially on some domestic brands of 5 tons, 7 tons, 8 tons of excavators, even double-digit percentage of large-area broken teeth. The damage of the slewing reducer assembly is always proportional to the slewing bearing broken teeth. The damage of the 20 ton excavator reducer assembly is about twice that of the slewing bearing broken teeth. The slewing bearing modulus of a certain foreign-funded 20-ton excavator is 10, 12, and 14, respectively, but the probability of broken teeth is comparable, or even the opposite.
The slewing bearing has a clearance at the factory, and the pinion gear is installed on the upper frame. When the main machine is working, the gap of the slewing bearing will cause the pinion gear to have a radial displacement amount La. Under the action of the overturning moment M, the pinion gear An angle of inclination α is generated again. Under normal circumstances, the excavator slewing bearing factory clearance <0.20mm, after a period of use, the slewing bearing clearance <0.30mm in the actual work, the raceway will produce a certain elastic deformation, in the Hitachi excavator A slewing bearing, after the load, the contact area between the raceway and the steel ball is in surface contact (see Figure 2). With such a large contact area, the one-side elastic deformation of the raceway is about 0.20mm, and the bilateral is 0.40. Mm, only the deformation of the raceway is so large, plus the deformation of the mainframe and other factors, the radial offset of the pinion coupled to the frame of the excavator reaches about 1.0mm, corresponding to the size of the gear The amount of extrusion is also about 1.0 mm. Since the pinion gear meshed with the slewing ring is installed in the opposite direction of the boom, when the flank clearance is too small, the displacement is not completed, and the pinion gear is pressed on the large gear. In this case, the slewing bearing raceway should be carried. The load is carried by gears. The repeated extrusion of the large and small gears eventually leads to broken teeth. The conclusion is that the broken teeth of the slewing ring are caused by the meshing of the large and small gears.
Third, to solve the slewing ring breaking process of excavators
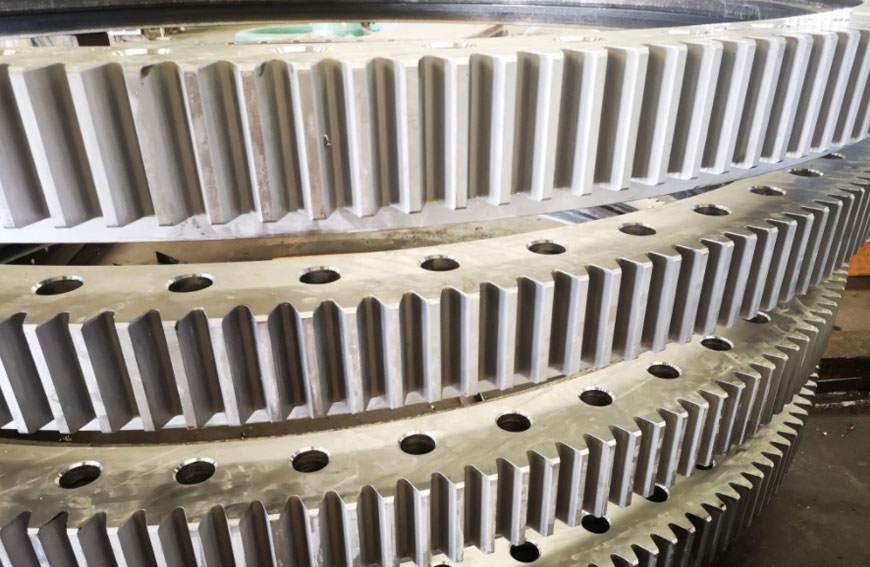
Squeeze and broken teeth of the slewing bearing: the broken teeth usually occur in the upper half of the tooth width direction, and the fracture surface intersects with the upper end surface of the gear teeth and forms an angle of about 45°~60° (see Figure 3 and Figure 4). ), even if the full tooth falls off, the crack is caused by the top-down expansion. The plastic deformation of the gear is also quite obvious, and the upper part is much more serious than the lower part. The width of the entire ring has different degrees of variation. From bottom to top, the width from the root to the top is increasing.
For the problem of broken teeth of slewing bearings for excavators, we have been working hard to find solutions. The specific solutions are divided into the following processes:
1. Ensure that the tooth side clearance of the large and small gear meshing is not less than 0.06X modulus. For a 20-ton excavator, the modulus of the slewing ring is 10 modes, and the flank clearance of the large and small gear meshes is not less than 0.6 mm. In the aftermarket of excavator parts, because the customer pays less attention to the tooth side clearance when the large and small gears mesh, the breaking rate is high, so we will spread the relationship between the broken teeth and the flank clearance, let them understand the flank clearance control. Not good, slewing bearing breaking teeth is inevitable. After several years of publicity, the breaking rate of the slewing bearing of the excavator (accessory market) has dropped from the previous 6% to about 5%.
2. 37° bevel gear slewing bearing. The gear portion on the non-mounting surface of the slewing ring gear is changed from the full tooth width to the chamfering angle of 37°, and the slewing bearing cuts off the frequently broken portion, so that the pressing force cannot be concentrated when the pinion gear is displaced. In the upper part of the tooth width, the gear portion of the slewing bearing does not cause crush cracks in the early stage of use, and can effectively delay the early tooth breaking problem of the slewing ring gear. Through this improvement, after two years of statistics, the slewing bearing’s breaking rate of the excavator aftermarket (accessory market) dropped from the previous 5% to about 4%.

3. Gradual hardness gear slewing bearing. Since the broken teeth of the slewing ring are caused by the extrusion, how to prevent the large and small gears from being squeezed is the key point. When the gear is induction hardened, the gear heating section is divided into three sections: normal hard zone, transition zone and soft zone. The hardness of the hard zone is HRC50~56, and the hardness of the soft zone is the quenching and hardness of the steel base. Thus, when the large and small gears are meshed and squeezed, the soft region of the upper end surface is deformed by extrusion deformation without being broken. After one year of statistics, the excavator aftermarket (accessory market) used this slewing bearing without broken teeth, which solved the problem of broken teeth.
The method of solving the broken teeth is to increase the flank clearance of the large and small gears, but the increase of the flank clearance will increase the amount of swing of the excavator bucket to the left and right, which is unwilling for any OEM and excavator customers. See the results. The gradual hardness tooth slewing bearing solves this problem very well. It has been introduced above. After the experiment, when the pinion is pressed against the large gear by 2mm, the gradual hardness tooth can work normally, the excavator and the rotary drilling are normal. When working, the crushing amount of the large and small gears does not exceed 2 mm, and the flank clearance when the large and small gears mesh can be appropriately reduced. When the slewing bearing has broken teeth, the slewing speed reduction mechanism also suffers from damage. After the large and small gears mesh without the squeezing, the damage of the slewing speed reduction mechanism is greatly reduced. In this way, the gradual hardness tooth slewing bearing solves the problem of broken teeth, and can control the swing problem of the excavator and the rotary drilling boom, and at the same time reduces the damage of the rotary speed reduction mechanism, and serves the purpose of three arrows.
Fourth, the conclusion

The gradual hardness tooth slewing bearing has been put on the market for more than a year, and more than 2,000 sets of products have not yet had a set of broken teeth. The gradual hardness tooth slewing bearing has been put on the market for more than one year for the excavator and rotary drilling grading hardness tooth slewing bearing. More than 2,000 sets of products have not yet had a set of broken teeth. Gradual hardness tooth slewing bearing is a revolutionary breakthrough in the problem of engineering machinery broken teeth such as excavators and rotary drilling, which completely solves the problem of broken teeth.

