Successful Installation of Slewing Bearing for Shield Machine
Recently, our company (Luoyang Hengguan Bearing) has successfully delivered the slewing bearing of the shield screw conveyor manufactured for Fuzhou Metro Construction Co., Ltd. The slewing bearing on the equipment is imported products with long production and long transportation time and high price. The construction time is limited. After many times of communication between the customer and us, in the end, the products are produced by our company and manufactured according to the slewing bearing physical drawing paper.

In the early stage, our technicians went into the subway construction site and determined the product quality and accuracy requirements through detailed communication with the construction party on the product operating conditions, the performance of the main engine (screw conveyor) and the situation during operation. The product is installed vertically and is tilted during use. Because the screw is driven to transport the materials such as muck and gravel, and at the same time it need support the weight of the screw, it must withstand large radial force and overturn moment during work. The teeth of the outer ring of the slewing ring, as the transmission component, need to drive the screw with the materials such as muck and gravel at the same time.
Therefore, the tooth portion of the slewing bearing is subjected to a large driving force. It is very troublesome to disassemble the screw conveyor after entering the tunnel. Therefore, during the subway excavation process, the shield screw conveyor can not cause any errors.

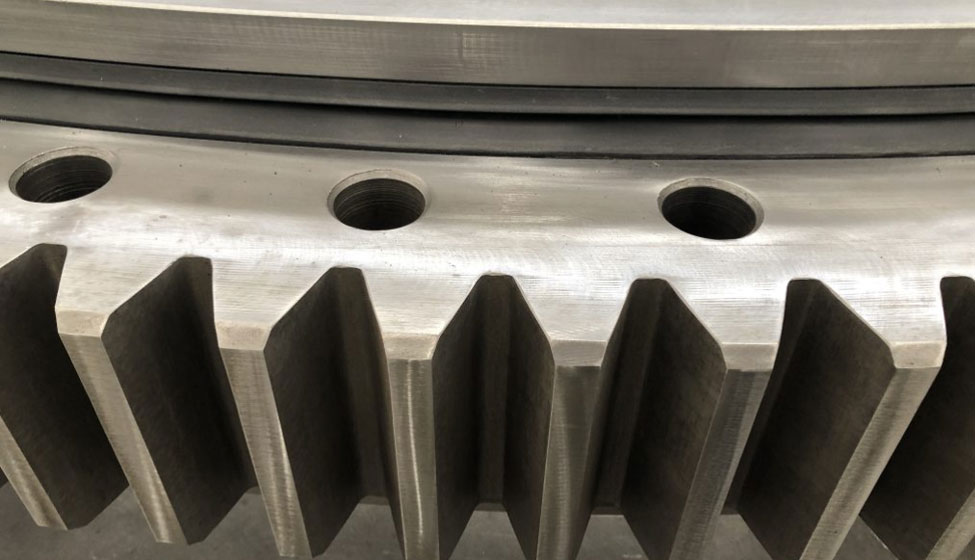
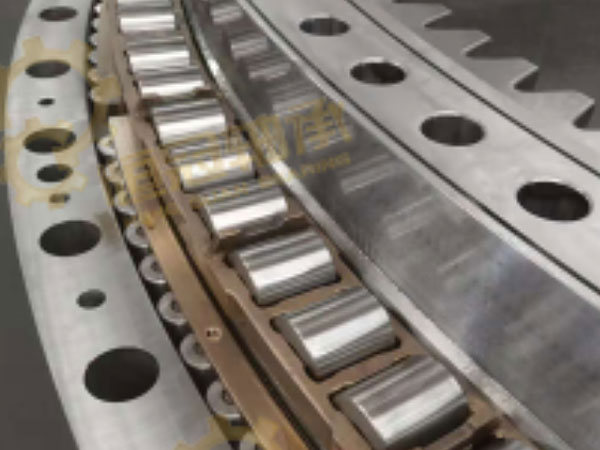
In order to ensure the wear resistance and smooth running of the tooth part, the tooth part is specially quenched, the tooth surface and the tooth root hardness are improved, and the tooth grinding process is performed at the same time to improve the tooth precision and the surface finish. Because the product is used vertically, in order to ensure that the rolling body can rotate evenly during the rotation process, the overall material cage is used to ensure the flexibility and stability of the rotation. This product belongs to high-precision single row cross roller slewing bearing, outer diameter 1306mm, model D1797/954.
Our company adopts 42CrMo material and the material has been quenched and tempered to improve material performance. In the processing, each process is strictly controlled, and the measuring tools are inspected to ensure the rigor of the process and the accuracy of the dimensions, lay a good foundation for the subsequent processes, and make a record at the same time, and finally completed successfully.

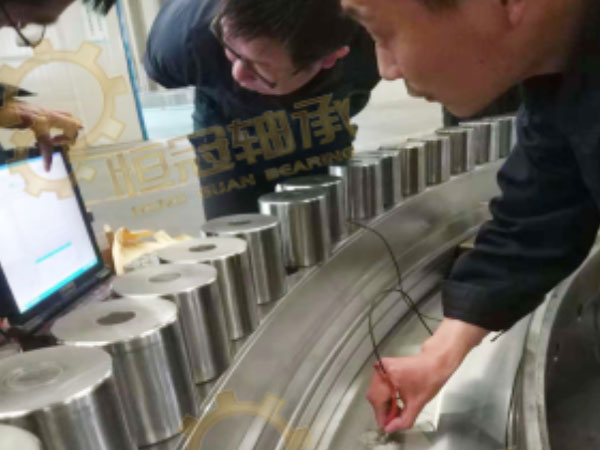
In the finished product inspection, the bearing rotation is flexible, the inner and outer diameter dimensional tolerance is controlled within 0.08mm, the clearance is controlled within 0.09mm, the radial runout is controlled within 0.09mm, the end face of beating is controlled within 0.06mm, and the overall precision reaches P5. At present, the customer of this product has been installed and debugged successfully, and has achieved the same use of the original, and has been praised and praised by customers.