How to change and fix the slewing bearing of port crane.
First, introduction
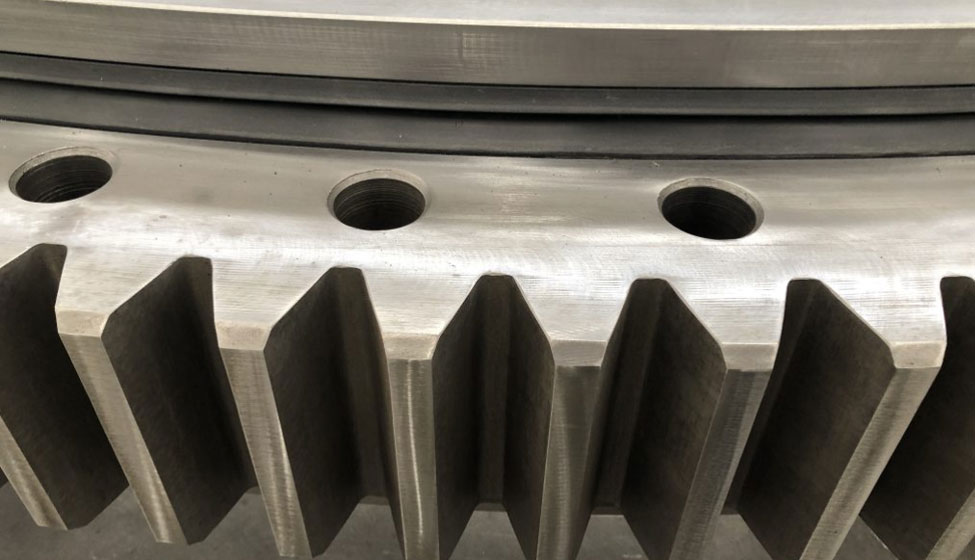
During the loading and unloading operation of the door machine, it is inevitable that accidental centrifugal force and stress concentration will occur during the simultaneous operation of turning and lifting, resulting in damage of the large rotating bearing (the bearing type used in the 40-ton door machine described in this paper is 132.50.1500.03K5). Since the bulk cargo terminal in the Huanghua Port area is in the form of a water surface support beam, the carrying capacity is 8 tons/m2, and the replacement of the slewing bearing requires the upper and lower halves of the door machine to be separated before the bearing can be taken out. The upper part of the door machine weighs about 350 tons.
If a large crane is used, it will exceed the load capacity of the wharf. If the use of offshore floating cranes requires at least 1,000 tons of floating cranes, the rental cost will exceed one million yuan. The most economical solution is at the door. The heavy-duty jacks are placed at the four brackets under the slewing bearing, and the replacement of the slewing bearing can be realized by lifting the height to the height at which the bearing can be pulled out.
However, in this way, the upper part of the door machine is in suspension state, and it needs to be fastened to ensure safety, and it is very important to prevent wind and solid. The jacking process requires four jacks to be lifted at the same time to avoid offset dumping. To meet the above requirements, a strict construction management plan and a scientific replacement repair process must be established.

Second, safety preparation before construction
The risk of this maintenance operation is mainly: the upper part of the door lift and the falling process are suspended and unconnected, so the weather influence factor is large, it is necessary to check the local accurate weather forecast, and choose sunny and windless weather to ensure the sudden rise during the jacking process. In the case of strong wind or other bad weather, the safety of the operation must be properly prepared and emergency prepared. The windproof emergency plan must be prepared before the maintenance work can be carried out. The power transmission must be confirmed before the power transmission can be implemented to avoid power consumption. In the event of a safety accident, the jacking process must be carried out at a wind level below 5.
The maintenance process should clarify the responsibilities of each management personnel. It is necessary to organize the relevant technical management personnel and maintenance units of all departments of the company to participate in the maintenance equipment meeting, and make detailed arrangements for the machinery, tools and related procedures required during the maintenance operation. The division of labor makes detailed arrangements.
Third, the slewing bearing replacement repair process
1. Welding work and other preliminary work
(1) Under the plane. The maintenance area is remotely isolated before the operation. The ground is made of 24# channel steel splicing door-shaped frame, the middle beam is used to weld the hoist to disassemble the bearing. The bottom of the machine is welded and the bottom and the diagonal are slotted steel and angle steel fixed support, to ensure the replacement of the bearing frame level, so as to avoid When the bearing is tilted, the cutting and angle of the base are too large to be easily grooved.
(2) On board. The jacking support needs to cut the large lifting lugs, smooth and smooth, and the lower part is welded and supported by the base with the same thickness and long ribs. Three single lugs are welded to the disassembled bearing frame. Two lifting lugs are welded on the tail weight of the door machine, and the second rear support lifting lugs are used for diagonally pulling the 10-ton chain hoist.
(3) Inside the center slip ring. After the high-voltage power failure, remove the center slip ring and each control circuit, seal the joint with thick waterproof tape, and mark it with the mark paper. The center slip ring is wrapped with asbestos cloth to prevent electric welding and gas cutting Mars damage the line. Internal front, rear, left and right 4 points welded monolithic lifting lugs for adjusting the radial position of the new bearing. The slewing anchor is removed and sealed with iron plates. Remove 24 concentrated lubricating oil pipes and fold them up. Cut the upper and lower ladders along the bearing to support the rear upper and lower center slip rings (can be replaced by moving ladders). Check whether the other positions of the center slip ring are completely removed or the bearing is pulled out, and it is removed and fixed in time.
(4) Positioning. Move the door machine to an anchor position that does not affect the loading and unloading position, connect the windproof cable and anchor, and drop the windproof iron wedge. Adjust the amplitude to a position of up to 43 meters, with the boom facing the shore (positioning position during installation, while the wind direction of the pier is parallel to the boom, reducing the wind on the door machine). Disassemble the oil-saving plate of the large rotating bearing and clean the oil pan and bearing grease.
2. Lifting insurance and testing
(1) Use of the top lift insurance bolt. Remove 80 sets of inner and outer fixing bolts. Because the pre-tightening force is too large, the gas-cut longitudinal cutting nut can be used and removed twice. For the first time, remove the inner and outer two-thirds of the fixing bolts. Wait until the maintenance site has no wind. Prepare to remove the remaining one-third of the bolts before lifting. When removing the outer bolt holes, wear 1/3 safety bolts (M42×680). The front jack test.
(2) Because the jack plays an important role in the jacking process, a total of six 320-ton jacks are required, of which two are reserved. Place the bottom of the jack flat on the top lifting point of the jacking support and align it with the top lifting seat. After all the fixing bolts and the upper and lower connections are removed, use 4 jacks to test pressure at the same time to ensure that each jack is strenuous and lift at the same speed, otherwise replace the spare jack.
3. Lifting process
Since the wind will cause certain risks during the jacking process, it must be ensured that the jacking is completed once in the shortest time of downloading when the wind is small enough.
The lifting process is unified by the construction manager and the password is commanded and kept in sync. One measuring person is set inside and outside, and each measurement is carried out at a height of 50 mm to ensure that the error is within 5 mm. The height of the top plane is kept uniform by adjusting the jack separately. At the same time, the position of the jack cylinder and the crescent plate are used for pressure relief protection, and the length of the safety bolt is adjusted after jacking. After the upper plane is adjusted, the next jacking is performed. Tighten the upper nut during the jacking process, leaving a 50 mm clearance between the lower nut and the large ring gear, and at a height of 40 mm per jacking, loosen the lower nut until the jacking reaches the required height of 282 mm.
After the support and the block are supported on the inner side of the jacking support to the upper rib position of the door machine, the gap of 3 mm is reserved, and the jack is relieved according to the unified password of the commander. After the four points are stabilized, the block is added at the bottom of the jack. Keep the minimum stroke of the jack. Continue to rise and repeat the first jacking process after the jack is struggling. During the jacking process, the upper part of the door machine should be kept stable, and the four-point personnel should be uniformly lifted or released to ensure that the measurement error does not exceed 5 mm after each jacking.
Insurance process: After lifting up again to 282 mm in one reverse gear, stop the jacking, and finally measure the height of the four-point position, and adjust the same with the anti-pressure pressure crescent pad to ensure that the jacking pad reaches 3 mm gap. Simultaneously. The jack pressure is released, and the rigid support is used instead of the oil pressure to make the door machine rigid support. Then measure the height of the upper and lower support bases with a tape measure, and cut the same length of 24# channel steel welded on the side of the jack for longitudinal extension insurance. The front side of the door machine is slanted with ∠100 × 100×8 angle steel for two-way diagonal pulling, as a rigid anti-friction insurance to prevent the door machine from rotating to produce shearing force; the rear side of the door machine is inclined by two 10 ton chain hoists. As a flexible insurance to prevent rotation, to absorb part of the vibration force. There is enough space at the frame to allow for the removal of large bearings.
4. Disassembly and assembly of large bearings
(1) Disassembly process
After the door lifts are secured, use two 5 ton chain hoists to suspend the lifting lugs on both sides of the bearing frame, and the other end of the bearing bolt holes on the cap bolts to see the gap between the two sides to adjust and stretch. Before the stretching, use a screw jack to carry out the lifting and then pull out. During the stretching process, adjust the bolt hole suspension bolt position to fit the gap between the two sides and the pinion gap for pulling out. After pulling the half-position, suspend the special rope buckle for lifting, and pull the large bearing to the frame to lift the position, then command the door driver to hang the bearing.
(2) Installation of new bearing process
Before installation, pay attention to clean the new bearing first, fill up the grease, and block the oil passage cavity with the oil filler hole. Lifting 200mm from the ground before lifting to adjust the horizontal position to keep the large bearing in a horizontal position, so as not to be placed on the bracket and then slipped. To avoid shearing the base, apply a small amount of lubricant to the base. After stretching in place, adjust the position of the large bearing with the four lifting lugs inside the cylinder. After the bolt holes are aligned, prepare the mounting surface for machining.
5. Bearing mounting surface processing cleaning
Clean the upper and lower flange faces before installing new bearings. The measurement process is to select the highest point on the diameter of the diagonal wire ropes for each of the diagonal personnel, and use the feeler gauge to measure the amount of depression at other points on the same line. If you do not touch the wire, you can put it into the gap. The maximum size of the feeler is the amount of depression. At least two points of vertical line are measured.
New bearings can be installed after measurement. If the upper flange surface is first processed after the new bearing is in place, the relative flatness of the upper joint surface and the upper flange surface of the bearing should be adjusted, and then the output gear of the rotary motor should be adjusted. The pinion tooth surface is combined with the large ring gear tooth surface. 3 can be. If the two pinions interfere, one of the pinions can be removed, the high voltage is sent to the door, and the first gear is rotated to see if there is radial movement or turbulence. A small knife holder can be installed after smoothing. The flatness of the tool holder and the flatness of the bearing need to be extremely accurate, and the precision of the upper flange surface can be ensured within the accuracy of 0.2 mm. In the processing, it is important to ensure the bearing joint surface, the upper plane of the tool holder and the upper flange surface are parallel. The bearing surface is the reference, and the other two planes are guaranteed to be parallel to the reference surface. The flatness and finish should be within 0.2 mm after turning.
6. Remove the insurance decentralization process
After machining, the bearing frame is cut, as well as windproof insurance. After cutting the channel in the reverse position, it must be polished with an angle grinder to place the reverse support. The door machine decentralization process is the reverse operation of the jacking process. The operation process must be listened to by the same commander, and each measurement is adjusted within 50 mm each time to ensure that the 4-point error is within 5 mm. After one reverse gear The door machine can be lowered. Perforate the bolts in place before fully placing them in position and adjust the bearing position so that the bolts are not subject to shear forces.
7. Tightening bolt process
After the bearing is completely placed in place, the studs can be put up and down by hand to ensure that at least 3 buckles are exposed above and below, and a strong flat pad is placed under the nut. Spring pads are strictly prohibited. After the bearing is adjusted and positioned, use a torque wrench to separate the low, medium and high 3 preloads, and tighten them symmetrically in the direction of 180°. The sequence of steps is in accordance with the instruction manual. Finally, the pre-tightening force of the mounting bolt is 70% of the bolt yield strength, that is, the pre-tightening force of the 10.9 bolt is 665 kN.
8. Test run test
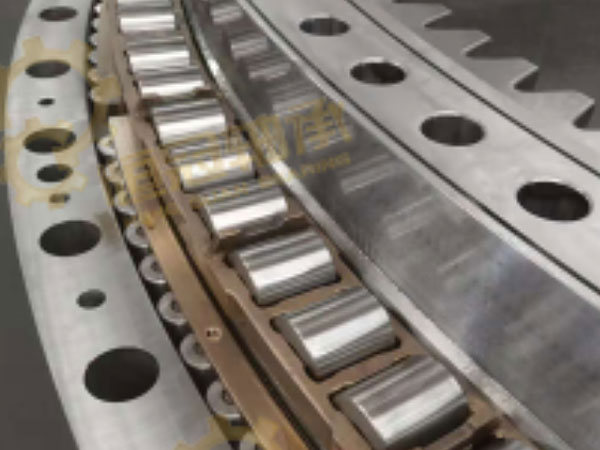
Install the bearing and the center slip ring for electrical and centralized lubrication, and after connecting the oil pan, pinion and other accessories, test the large bearing for refueling test. Use the 1st speed rotary test to check the meshing of the tooth surface, whether there is any abnormal sound when listening to the rotation, and measure whether the radial runout clearance of the pitch circle is less than 0.7 mm, and whether the clearance between the bearing and the flange surface is less than 0.2 mm. Then carry out the 2nd and 4th gear tests to confirm that there is no abnormality in the left and right and the maximum and minimum amplitude rotation. After the test run is stable and noiseless, it can be restored to normal use.